Ultrasonic Testing is widely used for the detection of internal defects in materials, but they can also be used for the detection of small surface cracks. Ultrasonic are used for the quality control inspection of part processed material, such as rolled slabs, as well as for the inspection of finished components.
The waves used for the non-destructive testing of material are usually within the frequency range 0.5MHz to 20MHz. In fluids, sound waves are of the longitudinal compression type in which the particle displacement is in the direction of propagation; but in solids, they are shear waves, with particle displacement is normal to the direction of wave travel and elastic surface waves can also occur. The latter are termed Rayleigh waves.
We also provide Advance Ultrasonic Testing Services namely Phased Array Ultrasonic Testing(PAUT) and Time of Flight Diffraction.(TOFD).

Per ASTM E110, this testing is normally used for on-site applications or on very large samples. The portable hardness unit performs the hardness testing by applying a 5 kg. Vickers load indenter and electronically converts the values in the preferred scale.

Liquid Penetrant Testing is a technique, which can be used to detect defects in a wide range of components, provided that the defect breaks the surface of the material. The principle of the technique is that a liquid is drawn by capillary attraction in to the developer, after subsequent development, any surface breaking defects may be rendered visible to the human eye.
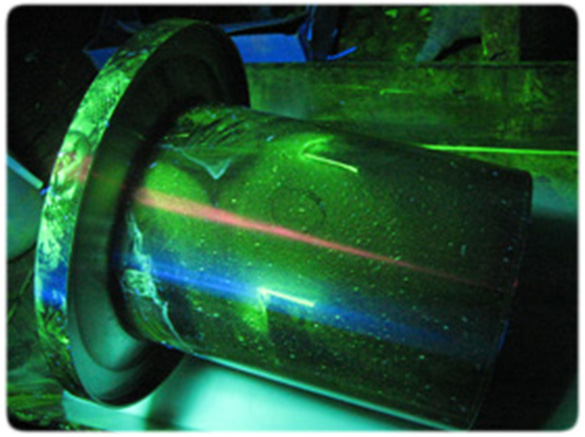
In order to achieve good defects visibility, the penetrating liquid will either be coloured with a bright and persistent dye or else contains a fluorescent compound. In the former type the dye is generally red and the developed surface can be viewed in natural or artificial light, but in latter case the component must be viewed under ultra-violet light if indication of defects is to be seen.
STCS undertakes stages wise inspection of various process Vessels, Heat Exchanger, Reactors, Distillation Columns, Storage Tanks, Pipelines as per various national and international codes such as ASME, ANSI, API, BIS etc.
STCS also undertakes inspection of Pressure Vessel , Lifting Tools, Tackles, Lifts and Hoists as per statutory requirements.
STCS have expert & trained manpower to carry out the corrosion monitoring.
Third party inspection review and approval of

Magnetic particle inspection is a sensitive method of locating surface and some sub-surface defects in Ferro-magnetic components. The basics processing parameters depend on relatively simple concepts. In essence, when a ferromagnetic component is magnetized, magnetic discontinuities that lie in a direction approximately perpendicular to the field direction will result in the formation of strong 'leakage field'.
This leakage field is present at and above the surface of the component, and its presence is visibly detected by the utilization of finely divided magnetic particles. The application of dry or wet particles in a liquid carrier, over the surface of the component, results in a collection of magnetic particle at a discontinuity.
We are certified professional NDT Level-II (ASNT)